
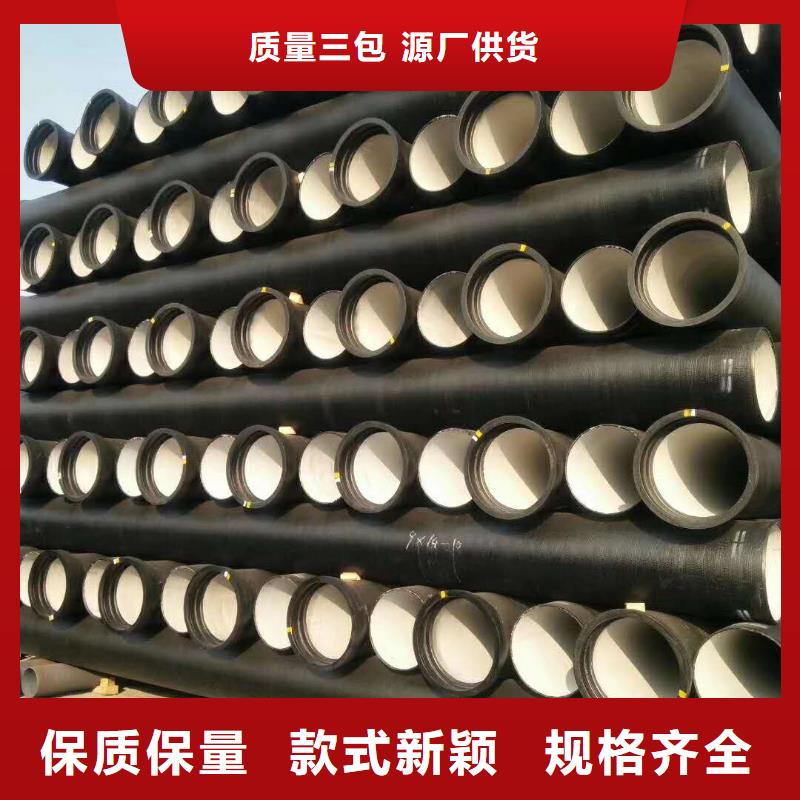


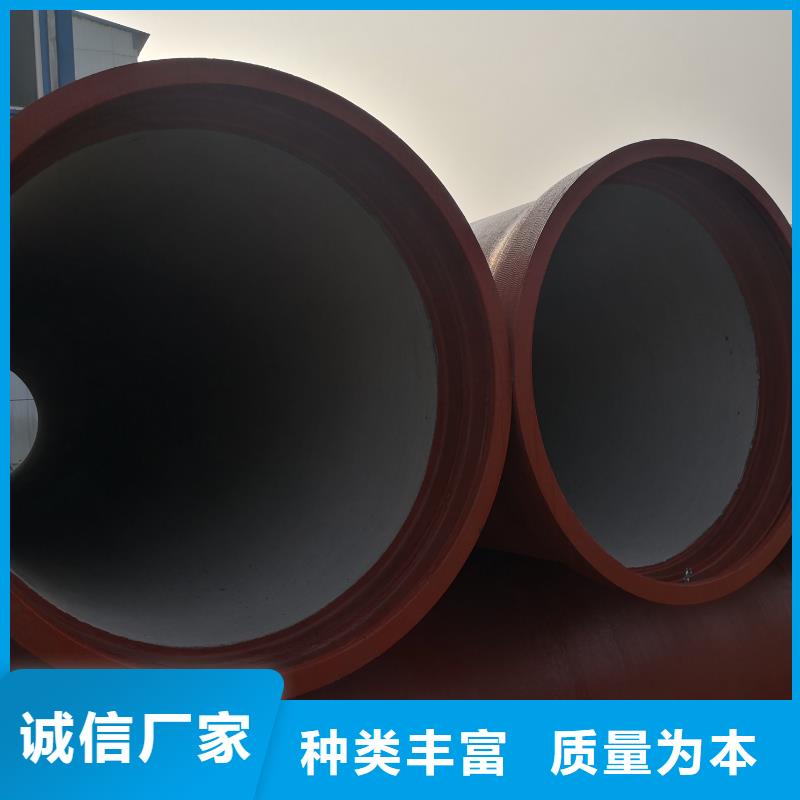



山东聊城格瑞球墨铸铁管将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内;将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要;但也只能是补焊保证其概略完好无缺,让你产品经过品德关,可是若是是操作性能上不能够满意作用,出格是管道遭受的压力相当大的话,那么用什么体式格局都是没有用,必需要重新铸造了做新的。球墨铸铁管管壁劈裂原因是是铸造中没有适当的加一些防备过硬改变恰当的脆性造成决裂的有用身分。此建议你采用铸铁过错错误修补机,决裂是因为铸造中热处理时温度过高。目前市场有卖,把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水;清算胶圈、上胶圈。
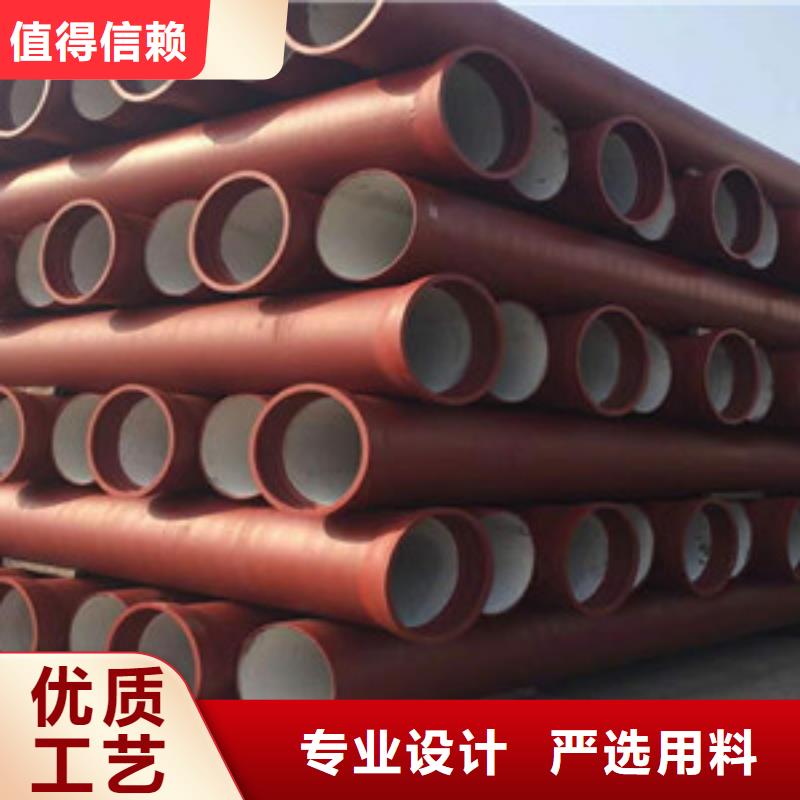
球墨铸铁管道壁厚应小壁厚和小壁厚设计的0 ~ 10%。许可证加工销以达到要求的壁厚。如果接口设计进行了类型测试供应商检验报告和至少十年的连续使用只需有不利影响的接口密封类型测试的设计更改。接口类型的约束测试应符合ISO10804-1的条款。
聊城格瑞管业是一家生产球墨管,球墨铸铁管及管件,球墨井盖的专业化大型企业。球墨铸铁管的接口设计应进行密封类型的实验以确保即使在不利的铸造公差和接口条件、内外产生了一定的压力也可以密封好。 球墨铸铁管类型测试套接字之间的 差距密封面(小和 socket套接字连接)应当设计 的差距和 间隙- 5% ~ 0套接字可以在里面进行表面加工以满足需求。所有套接字与套接字类型应该执行测试由于针端面大于2倍的公称直径距离
球墨铸铁管也可采用加长管件的方法,用单根钢丝停止设备;将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染;将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合;检查承口插口的位臵能否契合恳求。球墨铸铁管过错错误修补设备能处置惩罚以上成绩。可是个别的用铸铁过错错误修补装备是能够或许补焊的不会影响其使用作用。用于供水,割裂操作铸铁过错错误修补机能够修补。所以要是割裂,不是很好办,必定要把总阀门关了好好补缀。可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位。
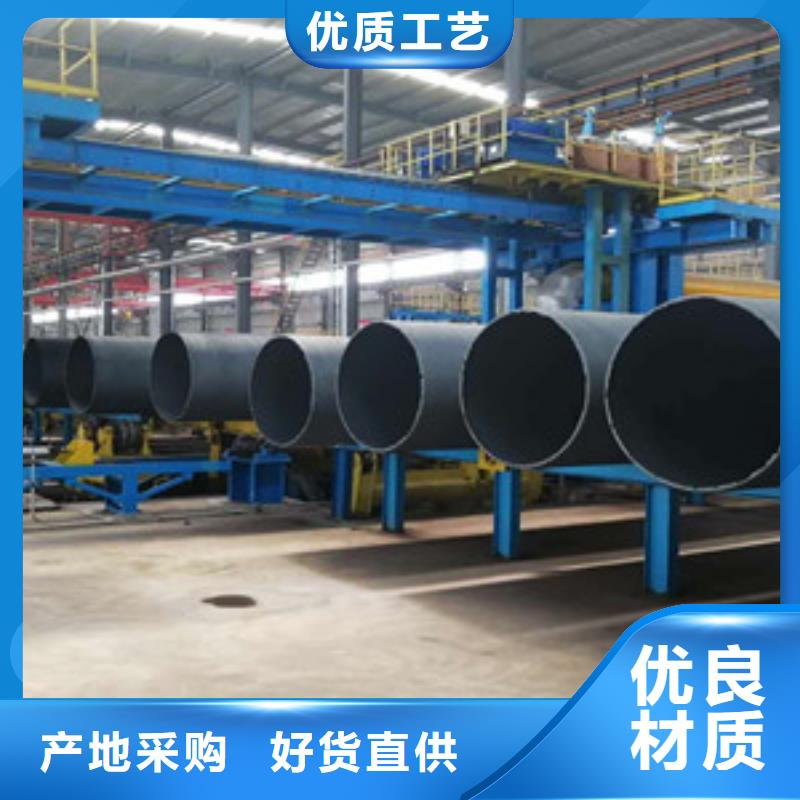
球墨铸铁管 消失模铸造技术工艺服务主要内容:负压系统设计稳压罐、过滤罐、汽水分离罐; 真空泵选型;负压控制根据用户产品进行专用砂箱设计,由用户自行制造。维震实台设计根据用户需要提供一定规模的设计图震实台基础设计烘房设计球墨铸铁管新技术工艺规程及操作要点车间生产流程平面图提供手工制模方法提供外购设备、配件、材料息到现场技术服务、培训工人消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。球墨铸铁管消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:球墨铸铁管铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。球墨铸铁管自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。

